Manufacture of Hand Sanitizers
Hand sanitizers are liquids, gels or foams used to eliminate bacteria and viruses, etc.
Formulations vary widely. A number of active ingredients are used, for example benzalkonium chloride, however, the most effective sanitizing products are based on alcohol, usually isopropyl or ethyl alcohol. Typically the alcohol content is between 60 and 95%. The alcohol is usually blended with an aqueous dispersion of carbomers such as Carbopol® to provide the gelling effect, although some products are lower viscosity for use in foam dispensers.
The remaining ingredients include moisturizers and fragrance and occasionally coloring may also be added.
The Process
- One of the key steps in the manufacturing process is preparation of the gel. Obtaining an agglomerate-free dispersion is essential to ensure a clear, bright gel after neutralization.
- Some formulations include surfactants and moisturizers such as glycerine to protect the skin and prevent drying out the skin. These may make up a small proportion of the overall formulation so the mixing system must be capable of dispersing them uniformly throughout the product.
The Problem
When manufacturing hand sanitizers a number of problems can be encountered:
- Low-density powders such as Carbopol® can be difficult to incorporate into liquids with a conventional agitator, and this can lead to dusting problems and aeration.
- Aeration must be minimized as entrained air is very difficult to remove. This causes clouding in clear gels and problems where packaging is filled by volume rather than weight.
- Long process times are often required to ensure a uniform dispersion.
- Potential full yield is difficult to obtain with conventional agitation; many formulations contain unnecessarily high levels of carbomers to compensate for this.
- When using conventional mixing equipment to blend the phases together stratification can occur, particularly where there is a wide difference in the viscosity of the phases. This leads to long mixing times, poor consistency and variation from batch to batch.
The Solution
The high shear action of a Silverson mixer can overcome these problems, resulting in an aeration-free solution in a short mixing cycle.
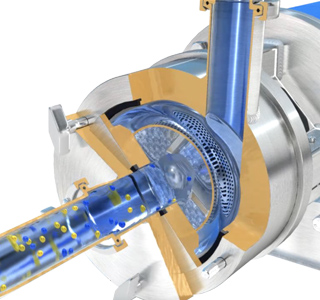
Stage 1
The vessel is charged with water and the carbomer is added. The mixer is started and the high speed rotation of the rotor draws powder and liquid into the high shear zone of the workhead.
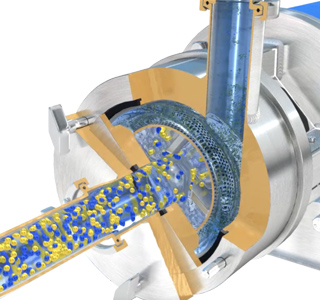
Stage 2
Centrifugal force drives the materials to the periphery of the workhead where they are subjected to a milling action in the gap between the rotor and stator.
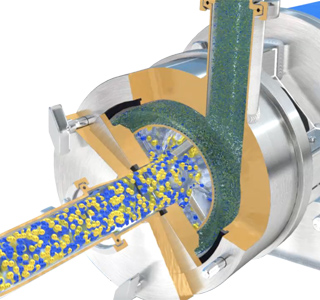
Stage 3
The product is then forced out through the stator as fresh material is drawn in. Once the carbomer is fully dispersed the alcohol phase is added. This can be added via a manifold at the inlet of the mixer, ensuring the two phases are mixed on contact. The whole mixing process is completely aeration-free as the mixer, pipework and vessel form a closed system.
-
Stage 1
Stage 1
The vessel is charged with water and the carbomer is added. The mixer is started and the high speed rotation of the rotor draws powder and liquid into the high shear zone of the workhead.
-
Stage 2
Stage 2
Centrifugal force drives the materials to the periphery of the workhead where they are subjected to a milling action in the gap between the rotor and stator.
-
Stage 3
Stage 3
The product is then forced out through the stator as fresh material is drawn in. Once the carbomer is fully dispersed the alcohol phase is added. This can be added via a manifold at the inlet of the mixer, ensuring the two phases are mixed on contact. The whole mixing process is completely aeration-free as the mixer, pipework and vessel form a closed system.
The Advantages
The use of a Silverson mixer for this application has a number of advantages:
- The high shear mixing ensures rapid incorporation and dispersion of the powder to form an agglomerate-free solution.
- Mixing operations can be carried out in a closed system, eliminating aeration.
- Silverson mixers are able to easily blend liquids of widely varying viscosity, eliminating the stratification problems that may occur with an agitator.
- The positive mixing of a Silverson mixer ensures functional ingredients that may only make up a very small proportion of the overall formulation are correctly dispersed throughout the mix, guaranteeing a homogeneous product.
- The self-pumping action of a Silverson In-Line mixer can handle higher viscosity formulations and recirculate the product back to the vessel without additional pumping equipment being required.
- Improved batch-to-batch consistency.
Batch size, formulation, ingredients used and the viscosity of the end product dictate which machine from the Silverson product range is suited to individual process requirements.
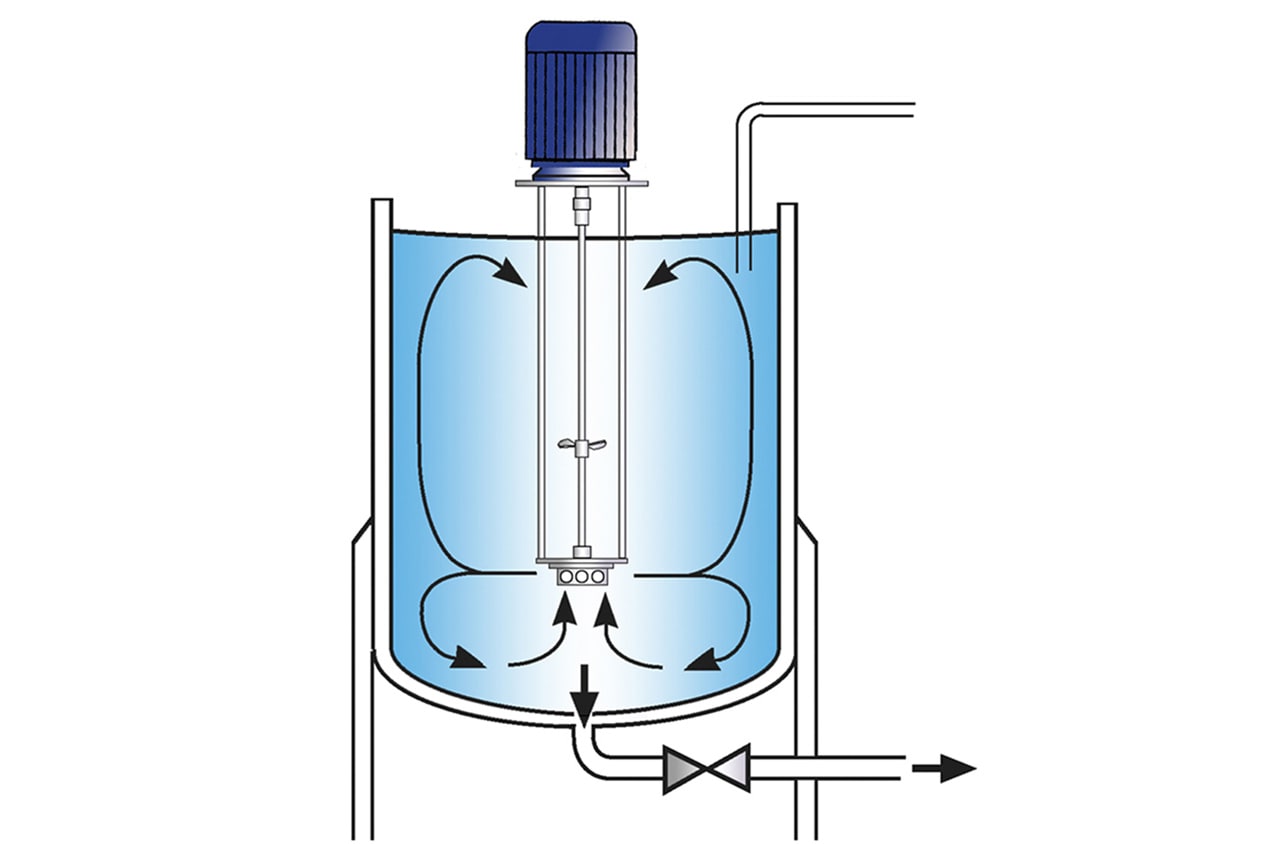
High Shear Batch Mixers
- Can be mounted on mobile hydraulic floor stands, allowing a single machine to process the contents of multiple vessels
- Can be used in conjunction with an anchor stirrer/scraper for higher viscosity mixes
- Small units available for R&D and pilot production
- Models suitable for operation in explosion-proof zones available
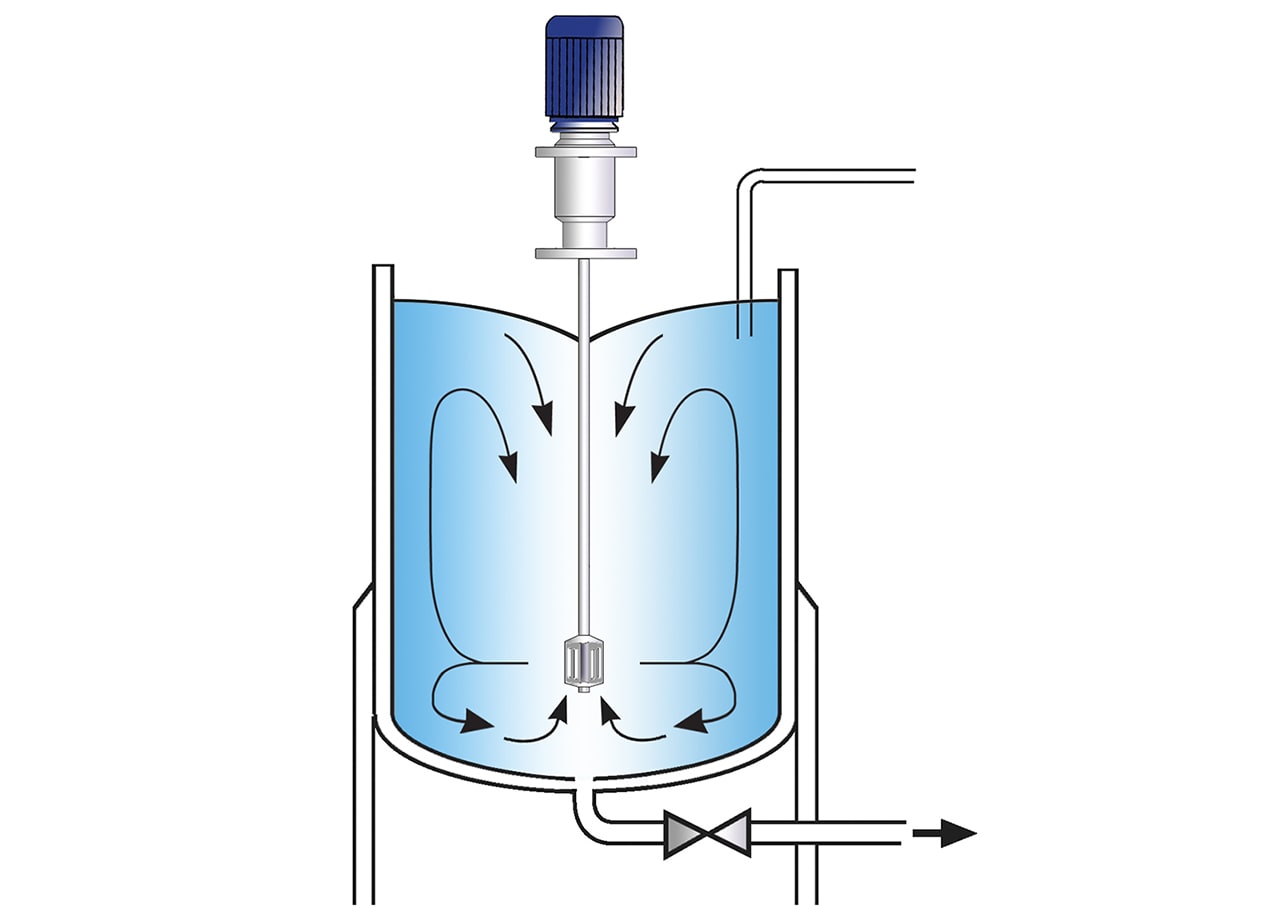
Silverson Ultramix
- Excellent in-tank movement
- Capable of rapidly incorporating large volumes of powders
- Ideal for higher viscosity mixes
- Ultra Sanitary CIP design
- Low maintenance
- Models suitable for operation in explosion-proof zones available
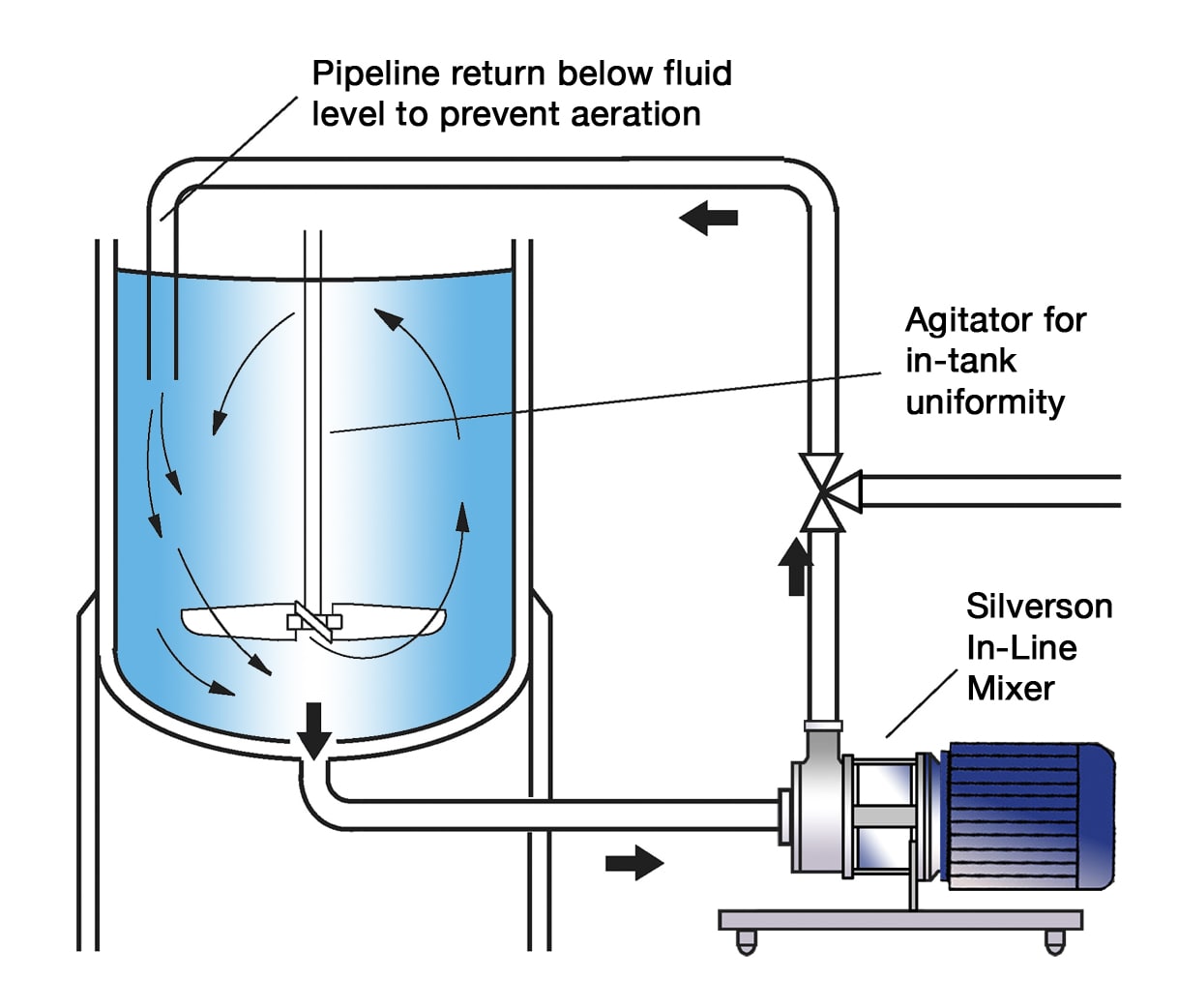
High Shear In-Line Mixers
- Ideal for large batches
- Completely aeration-free processing as the mixer, pipework and vessel form a closed system
- Self-pumping High Viscosity models available, eliminating the need for additional feed pumps
- Easily retrofitted to existing process
- Ultra Sanitary units available
- Models suitable for operation in explosion-proof zones available
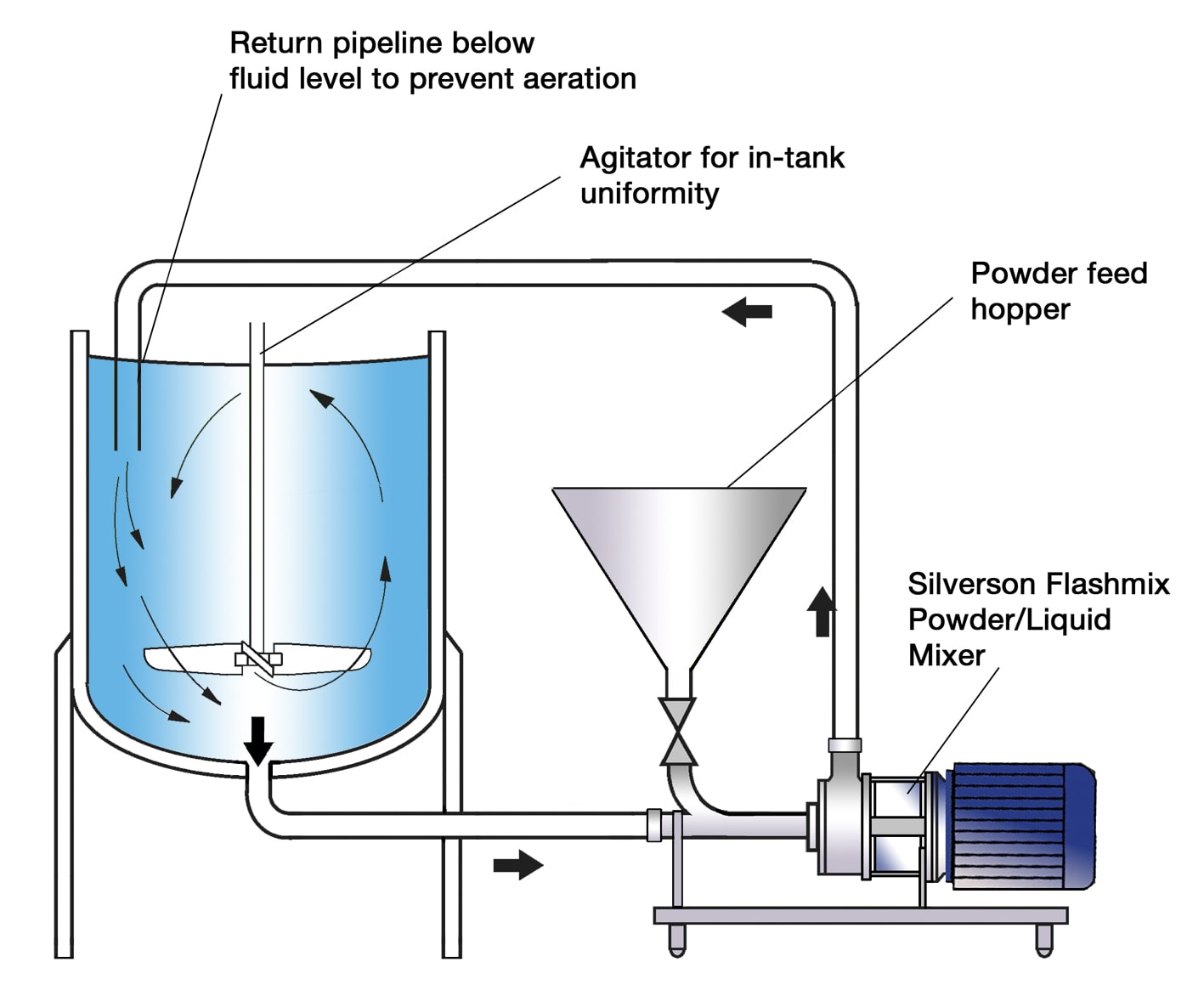
Silverson Flashmix
- Ideal for larger batches
- Suitable for bulk dispersion of Carbopol® and other powders
- Minimized aeration
- Minimized cleaning requirements
- Suitable for higher viscosity mixes
- Controlled powder addition rate
- Models suitable for operation in explosion-proof zones available